


As discussed in previous blogs The Steel Supply Company uses several methods of making slotted steel shims. These are confined into two main groups; hard tooling and soft tooling. Click here to view that discussion.
One of the most difficult requests we get is for the slotted wedge shim. Due to the unlimited variety and dimensions these are always made to order, and require a number of disciplines to produce accurately. In the hard and soft tooling blog it covers some of the ways flat steel shims, plate washers and base plates are made. The slotted wedge shim may start out this way depending on the amount of material that needs to be removed to achieve the desired angle.
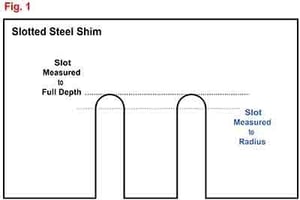 Note, when ordering slotted shims it is very important to identify where the slot measurements are taken from. Fig. 1 shows the slots measured to the full depth or to the beginning of the radius. Both methods are correct, but it is important to clearly denote which it is. When measured to the radius the layout person can simply add one-half of the slot width to determine full depth.
Note, when ordering slotted shims it is very important to identify where the slot measurements are taken from. Fig. 1 shows the slots measured to the full depth or to the beginning of the radius. Both methods are correct, but it is important to clearly denote which it is. When measured to the radius the layout person can simply add one-half of the slot width to determine full depth.
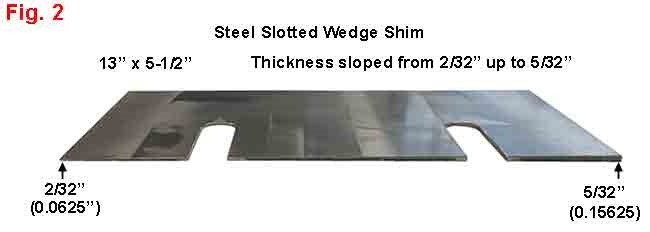
Fig. 2 shows a steel slotted shim with outside dimensions of 13” x 5-1/2”. The slots are 7/8” wide x 2-3/8” full depth. The thickness slopes from 5/32” down to 2/32”. This equates to a slope angle of 0.413°. Because the angle is so shallow there is not a lot of steel to be removed. In this case we would make the shim from 3/16” flat carbon steel sheets and mill the slope. The actual difficulty is caused by the thinness of the material. Care must be taken to avoid having the work piece vibrate, skip or buckle.
As the slope angle increases different fabricating methods are available. For typical carbon steel wedges used in steel construction tolerances can often be broad enough to cut the shape on a band saw. While this is the least expensive method of manufacturing made to order steel shims it does produce a rough product that is also subject to warping. For information of warping click here.
Often with saw cut wedges a quick treatment of grinding or milling will bring the rough cut piece into tolerance and remove enough warpage to produce a wedge that is acceptable for its purpose. As greater precision, tighter tolerances or requirements for visual appeal increase additional finishing time is required.
As the systems above indicate slotted wedge shims can be produced with the slope running with the slot or across the slot, and at any angle required.
