


In many of the requests we receive for Fluorogold® or Teflon® Slide Bearing Assemblies the fabricator is under the impression the specific dimensions they require will cut to size, then bonded together and finished. This can be done, but only starts to make economic sense when the requirements call for a large quantity of the same dimensions.
Frequently the need to have the Slide Bearing made to order is due to the dimensions of the steel backing plate. Whether bonded to Fluorogold® or Teflon®, which often shows on the call out as PTFE, the steel backing plate frequently calls varying thicknesses, up to as much as 1”. We can bond the Teflon® to just about any steel surface, and will do if the engineer or designer requires, but often the call out was written without an understanding of how the Slide Bearing will be produced.
Most of the Slide Bearing Assemblies produced by The Steel Supply Company are made from stock sheets that have been pre-bonded. Stock is kept in plain finish carbon steel, Hot Dip Galvanized carbon steel and stainless steel. When the issue of thickness of the steel backing plate arises our first suggestion will be to contact the Engineer of Record and suggest using stock slide bearings and making up the difference with steel or stainless backing plates.
For example;
We recently had a request for 1/4” thick Teflon® bonded to 3/4” thick carbon steel backing plates. Again, we’ll do whatever is required, but this case called for a quick discussion with the EOR. The plan as shown had the bearing at 1” thick with a pure PTFE bearing surface.

We suggested that we supply a standard FC-1010-CS, which is 10 gauge plate steel with 3/32” thick Fluorogold® bonded to it. Fluorogold® is a PTFE based product with glass fibers infused for maximum durability. 10 gauge steel is 9/64” thick, so together with the Fluorogold® this piece would be 15/64” thick. The fabricator could tack weld our piece to a cut to size piece of 3/4” thick carbon steel. Total thickness 63/64”.
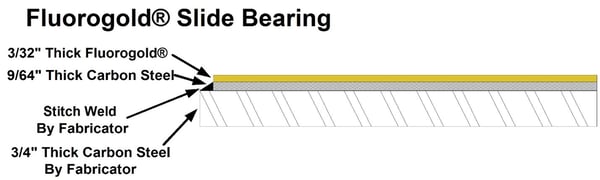
Initially the EOR questioned the effect of welding an item that relied on a glue bold to hold the Fluorogold® and steel together. We reviewed the alternatives of a Stitch Weld and a Recessed Lip. To review drawings and information on these processes;
The engineer in the conversation explained that he had written the call out to suit the situation assuming that all slide bearings were made to order. His desire for 1/4” Teflon® was not a requirement and 3/32” Fluorogold® would more than cover the application, especially considering its increased durability. He was very willing to sign off on the adjustment.
The result for our customer, the steel fabricator was significant. He was able to plasma cut the 3/4” thick plate from drop material available from a previous job, so the cost of material was pretty much zero, plus minimal cutting time. The Steel Supply Company was able to fabricate the actual slide bearing from stock sheets. Turnaround time went from 10 to 15 days to 2 days. Cost to the fabricator was approximately 75% lower than if the original call out had been produced.
Click here for more detailed information regarding Slide Bearings
