


Perhaps the second-simplest looking products we manufacture are slotted steel shims (see below for the #1 simplest).
 But like anything else, manufacturing quality slotted steel shims requires knowledge, attention to detail and craftsmanship.
But like anything else, manufacturing quality slotted steel shims requires knowledge, attention to detail and craftsmanship.
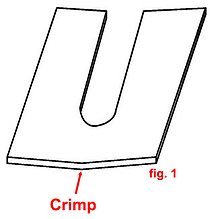
Done improperly, the shim can be bent in a V shape (fig. 1), the fingers can be bent in opposite directions (fig. 2) or there can be burrs that interfere with surface contact (fig. 3).
Our 3” wide shims are made from hard tooling on 250 ton stamping machines. This ensures that there are no dimensional differences from batch to batch. However, if manufacturing is done improperly, a lot can go wrong.
Figure 1 shows a steel shim that has crimped at the header (the header is the solid end of a finger shim). If this shim was 1/16” thick, it would not present much of a problem. The crimp would all but disappear when the connection was tightened.If the shim in figure 1 was 1/4” thick, it would be a more serious matter. At that thickness, the connection could be tightened and still not have full contact in the crimped area. This is especially true if TC bolts are used.
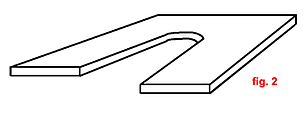 Figure 2 shows a different problem. The fingers have bent in opposite directions. This presents a problem for the erector because in most cases he does not have much extra space beyond what the shim will take up. It can be installed and will work properly, but will waste valuable time and create unnecessary expense.
Figure 2 shows a different problem. The fingers have bent in opposite directions. This presents a problem for the erector because in most cases he does not have much extra space beyond what the shim will take up. It can be installed and will work properly, but will waste valuable time and create unnecessary expense.
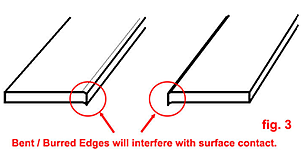
Figure 3 shows a burr at the bottom of the edge where the punch passed through. The most likely cause would be dull tooling. Like the crimped shim in figure 1, this burr can interrupt surface contact on shims that have a heavier thickness.
All shims, regardless of how precisely manufactured they are, have some degree of each of these conditions. A good rule of thumb is that these variations should not be visible to the eye. If the variations are controlled so they are not visible, the shim should perform without any problems.
One last note: When carbon steel shims are hot dip galvanized, the 800˚F temperatures will cause the steel to expand. This often causes warping, especially when the shims have longer fingers. This can cause the condition shown in figure 2 and for the most part, cannot be avoided. Hot dip galvanizing will not cause the conditions shown in figure 1 or 3.
Click below to view the customizable slotted steel shims that you can create with The Steel Supply Company. Similar to the steel shim, there is significant accuracy and craftsmanship that goes into manufacturing wedges (the first simplest-looking product we carry). Click here for details.
