


Rubber Bearing Pads
Commercial Grade Neoprene
Rubber does not respond well to saw blades and drill bits that are designed to cut wood or metal. One method that helps the workability of the material is to freeze it. This can be done with dry ice or an actual freezer. While it is not really freezing, the material firms up and becomes more workable.
Commercial Grade Neoprene Rubber Bearing Pads follow cutting techniques similar to Teflon®. When working with thin material a utility knife will suffice for the outer dimensions and a drill can be used for the holes. When drilling expect the finished hole to be a smaller diameter than the drill bit. Hand cutting applies up to approximately 1/4” thick bearings. As the material gets thicker a saw or power knife, also known as a “Slitter” will be required. The flexibility of the Neoprene requires tools with blades specifically for cutting rubber. For this reason most customers default this work to The Steel Supply Company.

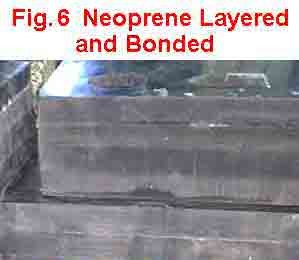
Figure 5 shows fabricated rubber blocks 21” x 8” and 4” thick. The holes shown are 1-5/8” diameter, drilled 2” deep. The remaining 2” depth is drilled 13/16” diameter on center. This allows for a countersunk 3/4” bolt and washer for attaching the rubber blocks and still not interfere with the profile. To accomplish this 4 layers of 1” thick neoprene were cut to size and bonded under heat and mild pressure.
Figure 6 shows a side view where the layers can be clearly seen. The holes were drilled after the bonds had fully cured. This eliminated any mis-alignment of the holes while the bearings were being bonded.
Viblon®, Sorbtex® and Fiber Reinforced Rubber
Viblon® and Sortex® are fiber re-inforced nitrile rubber pads. This type of material is sold under a variety of names but the fundament principle is consistent. Very fine fabric mesh which is layered and impregnated with a low viscosity rubber compound. It’s purpose is to provide a rubber pad that has the cushioning benefits of rubber with the added benefit of lateral strength derived from the fabric mesh.
The structure is important to understand for anyone considering cutting this material for the first time. The fabric mesh is typically an 8 oz. cotton-polyester that is treated with mold and mildew inhibitors to prevent premature decay in exterior environments. This makes each strand more tenacious to cut than simple cotton. Also important is the layering. A 1” thick Viblon® or Sorbtex® sheet will have approximately 64 layers of this fiber mesh. In the Steel Fabricating and Steel Erecting industries the thicknesses we most commonly see are 1/16” thick for Dielectric Pads, and 1/8” and 1/4” thick for vibration dampening and underlayments. For cutting purposes;
1/16” thick = 4 layers of cotton fiber mesh
1/8” thick = 8 layers of cotton fiber mesh
1/4” thick = 16 layers of cotton fiber mesh
Fig. 7 shows a top view that illustrates the density of the fabric used in Viblon®. The weave shows approximately 36 threads per inch.

Figure 8 is a side view of the same 1/4” thick bearing showing 16 fiber layers. These photos show this is a densely packed rubber and fiber bearing.

This material can be cut with a utility knife but the difficulty and resistence can be better anticipated considering the layers of mesh.
For perimeter and straight cuts a bandsaw will work. It is best done with a coarse tooth blade, approx 10 tooth per inch, and run at a high speed. Advancing the material slowly allows the teeth to cut the fibers neatly.
A far more effective method of cutting Viblon® or Sorbtex® is a more sophisticated machine called a Flash Cutter that utilizes a series of knife blades following a CNC program. In addition to much faster cutting speed, it has all the same advantages as a Plasma or Laser table in that the material does not move. The cutting head does. This allows for much greater accuracy, but more importantantly it does not need to be manned continuously.
Summarizing Viblon® or Sorbtex® cutting if a small quantity is required a fabrication shop can undertake the project using utility knives and band saws. If the project requires any quantity of bearings it is most economical to enlist a company with machinery specific to that work.
Part 4 covers Thermal Break Bearings and Thermal Insulating Material - TIM
