


One of the most basic and yet most demanding of our product lines is the Steel Wedge. Once a fabricator or erector recognizes the need for a custom size wedge there are few shortcuts and rarely does the quantity required justify creating re-useable, hard tooling. (We do have 15 stock sizes - to view, click here)
The simplest method is to cut a square or rectangular block from flat bar, then cut at an angle from one edge to the opposite edge. This will produce two crude but sometimes useable wedges. There are three problems this method can create;
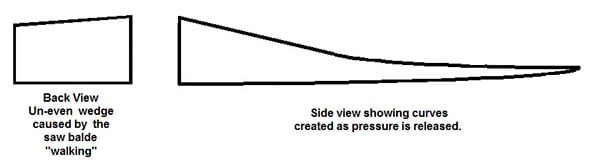
- Often the saw used will "walk" offline due to the uneven pressure in the steel block. This produces a wedge with un-even surfaces.
- Once the angle cut is made pressure is relieved from the angle and the wedge may bend upward.
- In some cases the problems above can be acceptable trade-offs, but even then the cost of producing these steel wedges can be prohibitive.
Like all steel fabricating, the manufacturing of steel wedges benefits greatly from having the correct equipment. The photo below shows a recent steel wedge project calling for 260 pieces measuring 4" wide x 1-1/2" high x 12" long, made from grade A-36 steel. That's a lot of cutting.

Using the proper saw blade and cutting techniques these wedges were cut to size and required very little grinding and re-surfacing. The opposite of that situation is shown below where the shape of the wedge required a completely different manufacturing process.
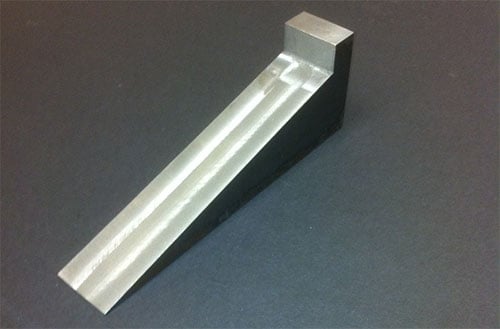
Known at The Steel Supply Company as the "Russian Wedge" the steel wedge shown above is unique in two ways. The obvious one being the "Knock-Out Block" at the large end. The user in this case was an oil field drilling company working in central Russia. They required a wedge that could be removed very quickly, hence the knock out block extending at the top.
The second thing to notice is in this case the customer required a steep incline. This limits the mechanical force the wedge will develop. Measured at the small end this Wedge angle is 14°. That is steeper than the typical steel wedge. A rough guide for lifting power is;
length divided by the height = mechanical advantage
8" length / 2" height = 4
4 being the number of times the striking force is multiplied as it becomes lifting force.
More commonly with Made to Order Steel Wedges the incline angle is between 5° and 10°. These will generate a lifting force of somewhere in the range of 8 times the striking force. Of course we will produce the wedge with any angle a fabricator or erector indicate.
Another option for Steel Wedges are "setting" or "alignment holes." (photo below)

The holes allow this customer to assure the wedges will stay where they are intended. In this particular case, a shoring project, it was essential the wedges not move until the structure was able to support itself. In many cases access to holes like these would be restricted by the surfaces the wedge was separating. These holes were intentionally spaced so regardless of how far in the wedge was driven one hole or the other would be accessible.
Hardness is another factor to consider with steel wedges. While it will strengthen the wedge and provides additional durability, it also can embrittle the wedge. When struck forcefully steel chips can break loose and cause eye injuries.
Caution: Goggles should be a given when driving any wedge regardless of hardness.
In the end manufacturing wedges is time consuming and expensive, however by using equipment capable of producing multiple wedges simultaneously and the costs can be controlled. Proper milling and grinding techniques can limit deflection and warping, and tempering can harden the steel to produce a durable and effective wedge.

